Punch-to-die ratio defines the clearance between the punch and die in a metal punching operation. This gap, set as a percentage of material thickness, sits at the centre of die ratio metal punching performance. Small changes in this clearance alter how the material reacts under load, which then shapes the final feature.
In sheet metal work, this ratio governs three outcomes: dimensional accuracy, edge condition, and production stability. If clearance moves outside the correct range, defects appear fast and repeat across batches.
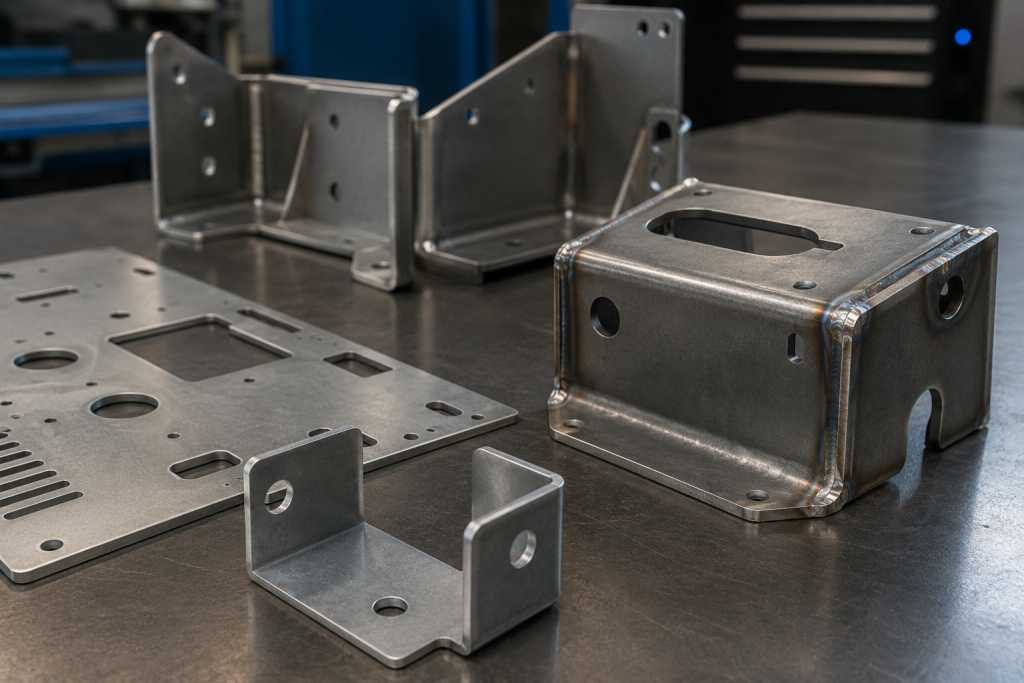
For teams specifying parts or managing output, control at this stage protects tolerance, limits rework, and keeps production stable. At Greengate Metal Components, this level of control is built into every stage of our sheet metal fabrication services, where tooling and setup are matched to the material and feature requirement from the start.
Incorrect Clearance Alters Material Fracture Behaviour
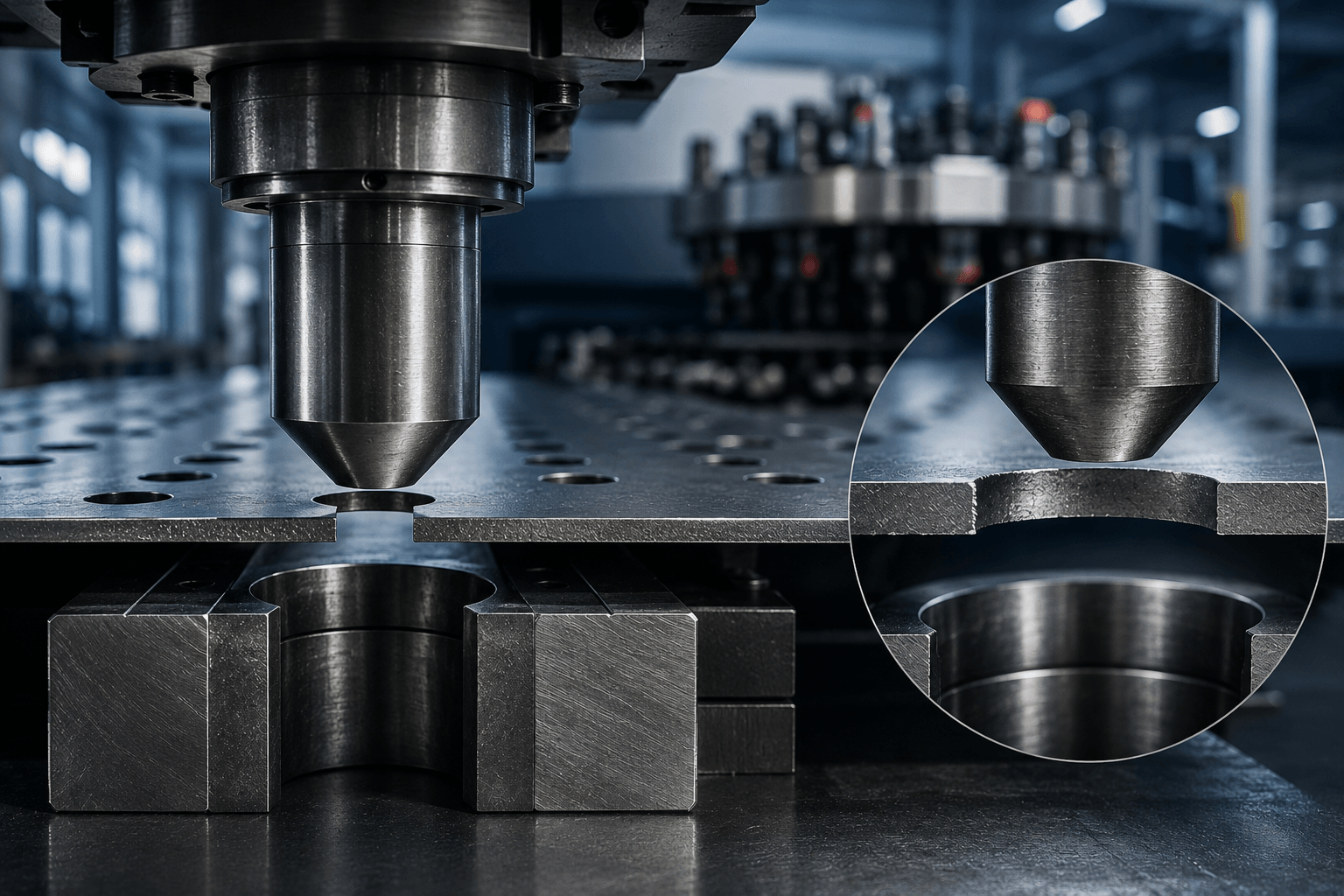
During punching, separation does not happen in one clean cut. The punch applies force, the material deforms, and cracks begin at both the punch and die edges. These cracks travel through the thickness until they meet.
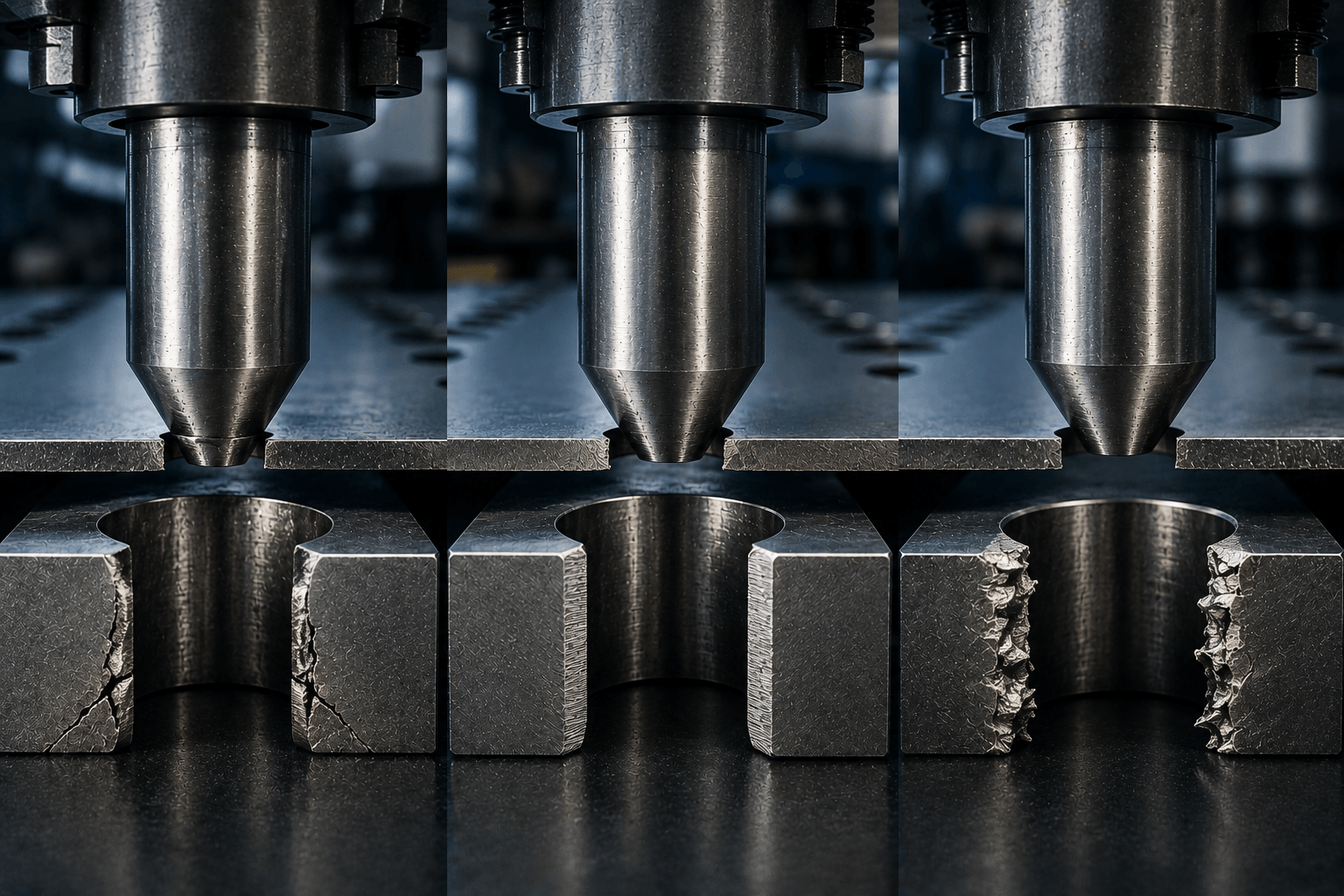
Punch to die clearance controls how these cracks form and connect. With balanced clearance, fracture lines meet cleanly. This creates a defined shear zone followed by a consistent fracture zone.
If clearance drifts, fracture becomes unstable. Cracks may not align, leaving uneven surfaces across the edge. The result is tearing, rough profiles, and variation between parts. Over time, this weakens repeatability and introduces visible quality issues.
Excessive Clearance Reduces Dimensional Accuracy
Excessive clearance increases the gap beyond the material’s ideal fracture point. The material stretches further before separation, which changes the final shape of the feature.
Holes become oversized. Edges taper through the thickness. The entry point may appear close to nominal size, yet the exit widens as fracture completes. This creates a conical profile.
In assemblies where fit matters, this leads to problems. Fasteners lose grip. Alignment shifts. Downstream processes require adjustment. Across batches, this variation reduces sheet metal punching accuracy and increases scrap.
Insufficient Clearance Increases Deformation And Distortion
A clearance set too tight restricts separation. The punch must apply more force to pass through the material, raising stress across both the sheet and the tooling.
Instead of a clean fracture, the material compresses. This causes bulging around the feature, distortion in the surrounding area, and loss of flatness. Hole geometry may shift under pressure.
Higher force loads shorten tool life and increase machine strain. Maintenance cycles tighten, and production becomes less stable. Over time, rejection rates rise as consistency drops.
Clearance Directly Influences Edge Quality And Burr Formation
Edge condition gives a clear signal of whether clearance is set correctly. The link between punch to die clearance and punching burr formation is direct.
- Controlled clearance produces a smooth upper edge with a defined shear zone
- Excess clearance increases fracture depth and creates rougher surfaces
- Burr height grows as clearance moves beyond the correct range
- Secondary finishing becomes necessary when burrs exceed limits
- Inspection becomes more demanding where edge variation affects tolerance checks
Poor edge quality introduces extra processing. Deburring and finishing add time and cost. In higher volumes, this quickly affects output and delivery.
Greengate Metal Components manages this through our controlled clearance settings and consistent monitoring, keeping burr formation within acceptable limits across repeat runs.
Material Thickness Changes The Optimal Punch To Die Ratio
Punch to die clearance is not fixed. It scales with material thickness and links directly to metal punching tolerances.
Thin materials require tighter control. Small changes in clearance have a larger impact on fracture behaviour and edge definition. Precision parts depend on holding this narrow range.
Thicker materials require more clearance. The added thickness needs space for fracture to develop. If clearance stays too tight, force increases and deformation follows.
Material type adds another layer. Aluminium reacts differently under load compared to harder steels. Each material needs a calibrated approach to maintain consistency across features.
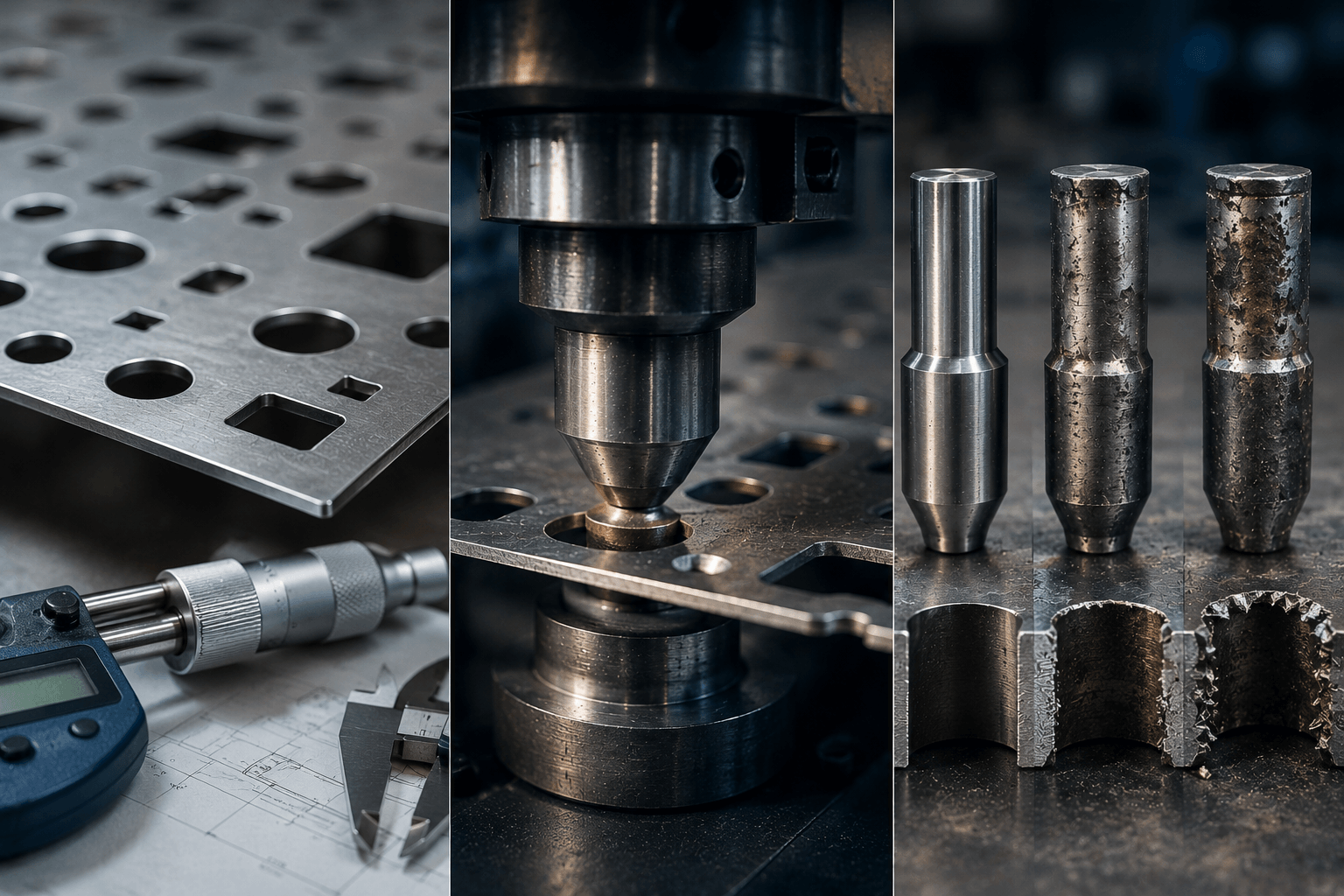
Tool Wear Gradually Impacts Feature Accuracy
Tooling condition changes with use. Each cycle wears the punch edge and the die opening. This increases effective clearance over time.
As clearance grows, the process begins to reflect excessive spacing. Features move away from nominal size, edge quality drops, and burr height increases. These changes often develop gradually, which makes them harder to detect without regular checks.
Stable production depends on monitoring tool wear and acting before variation spreads. Early-stage input through design for manufacture allows tooling strategy and maintenance planning to be defined before production begins.
Misalignment Between Punch And Die Causes Irregular Features
Accurate punching depends on correct alignment between punch and die. Any shift creates uneven clearance across the feature.
Misalignment may come from setup error, machine wear, or deflection under load. The punch no longer enters the die centrally, which changes the fracture pattern.
This leads to irregular hole shapes, uneven edges, and inconsistent dimensions. Circular features may appear oval or offset. These issues link directly to poor punch and die alignment and cannot be corrected through clearance changes alone.
Maintaining alignment requires controlled setup, routine machine checks, and stable operating conditions.
Improper Tool Selection Leads To Inconsistent Results
Tool selection defines how the punch interacts with the material. Poor choices limit control over clearance and performance, even with correct setup.
- Tool material must suit the application and production volume
- Coatings affect wear rate and friction during punching
- Geometry must match feature design and material behaviour
These decisions sit within wider sheet metal tooling design. Selecting the right combination supports stable clearance, predictable wear, and consistent output.
For projects where precision and repeatability matter, Greengate Metal Components supports this through integrated manufacturing processes and close control over tooling selection and setup. To discuss a specific requirement or resolve accuracy issues in production, use our contact us page.