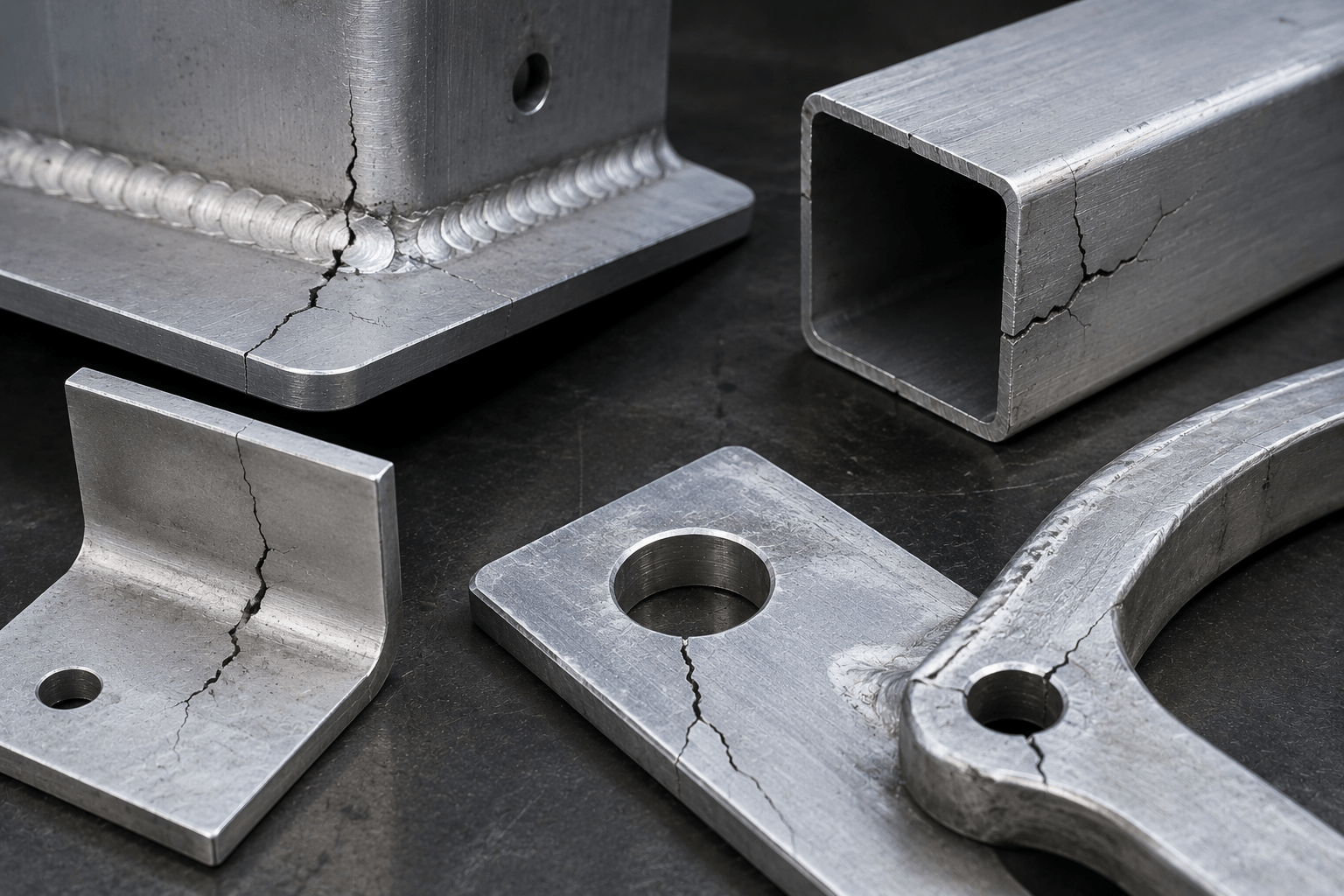
Cracking in aluminium fabrication refers to the formation of fractures during or after processing. These defects appear during bending, cutting, welding, or handling. Aluminium presents specific challenges. Its mechanical response shifts with alloy type, temper condition, and process input.
In many applications, aluminium must balance strength with formability. When that balance is misjudged, cracks form under strain. This leads to rejected parts, structural weakness, and rising production costs. For manufacturers relying on consistent output, aluminium fabrication cracking creates risk across quality control and delivery schedules.
At Greengate Metal Components, this is addressed through controlled processes and material selection within our aluminium fabrication services, helping reduce variation early in production.
Low Ductility In Certain Aluminium Alloys
Aluminium alloys vary widely in ductility. Series such as 1xxx and 3xxx offer high formability. In contrast, 2xxx and 7xxx alloys provide strength but resist deformation. This reduced ductility increases the likelihood of fracture during forming operations.
When strain exceeds the material’s capacity to deform, cracks initiate along stress points. This behaviour explains many aluminium cracking causes seen in structural and precision components.
For engineers, alloy selection must reflect the forming requirement. High-strength alloys suit load-bearing roles but demand controlled processing. Without that control, aluminium ductility issues lead to early failure during bending or shaping.
Incorrect Temper Condition For Forming Operations
Temper condition defines the hardness and strength of aluminium. Designations such as O, H, and T describe how the material has been processed. Each condition affects how the metal responds under stress.
Soft tempers such as O allow significant deformation. Hardened tempers resist forming and fracture under lower strain. Selecting the wrong temper introduces aluminium forming problems during fabrication.
A component designed for tight bends requires a temper with sufficient ductility. If a hardened condition is used, cracks develop at stress points. Aligning temper with forming requirements reduces failure risk and improves consistency across production runs.
Bend Radii That Are Too Tight For The Material
Bending places tensile stress along the outer face of aluminium. If the bend radius is too tight, strain concentrates within a confined area. The material cannot distribute that strain evenly, which leads to surface tearing and visible cracking.
Each alloy and temper has a defined minimum bend radius based on its ductility. High-strength or hardened conditions require larger radii to accommodate reduced formability. Ignoring these limits increases the risk of aluminium bending cracks, particularly in thicker gauges.
Design accuracy matters at this stage. Specifying appropriate bend radii, allowances, and tooling supports stable forming. At Greengate Metal Components, this is controlled through our metal bending and forming services, where tooling and process setup align with material behaviour to maintain consistency across batches.
Unfavourable Grain Direction During Bending

Rolled aluminium sheet develops a directional grain structure during processing. This grain flow influences how the material behaves under load.
Bending across the grain increases resistance to deformation. The outer surface stretches unevenly, concentrating strain along grain boundaries. This raises the likelihood of cracking, particularly in harder tempers or thicker sections.
Bending parallel to the grain allows more uniform elongation. The material flows with less resistance, reducing localised stress and lowering fracture risk.
Part orientation should be defined at the design stage. Aligning bend lines with the grain direction improves forming performance without changing alloy or temper. This approach supports consistent results and reduces scrap across repeat production.
Poor Edge Quality From Cutting Processes
Edge condition plays a direct role in crack formation. Rough or damaged edges introduce stress concentrations. These points act as starting locations for fractures during forming or loading.
Cutting method determines edge quality and influences metal fabrication defects that aluminium components exhibit:
- Laser cutting produces clean edges when parameters are controlled. Poor settings can introduce micro-cracks
- Shearing leaves a fractured edge and may create burrs, increasing stress concentration
- Mechanical cutting can introduce tool marks or deformation if not maintained correctly
High-quality cutting processes support consistent edge integrity and reduce downstream cracking.
Surface Defects Acting As Crack Initiation Points
Surface defects reduce the structural reliability of aluminium before forming begins. Common issues include scratches, tool marks, inclusions, and light corrosion. Each defect interrupts the material’s surface continuity and creates a localised weak point.
During forming or loading, stress concentrates around these imperfections. The surrounding material carries uneven strain, which accelerates crack initiation. Once a crack forms, it propagates under continued stress, leading to premature failure.
Handling and storage practices influence defect levels. Poor protection during transport or processing increases surface damage. Inspection at key stages helps identify issues before fabrication progresses.
Maintaining surface quality through controlled handling and finishing reduces risk and supports consistent performance in demanding applications.
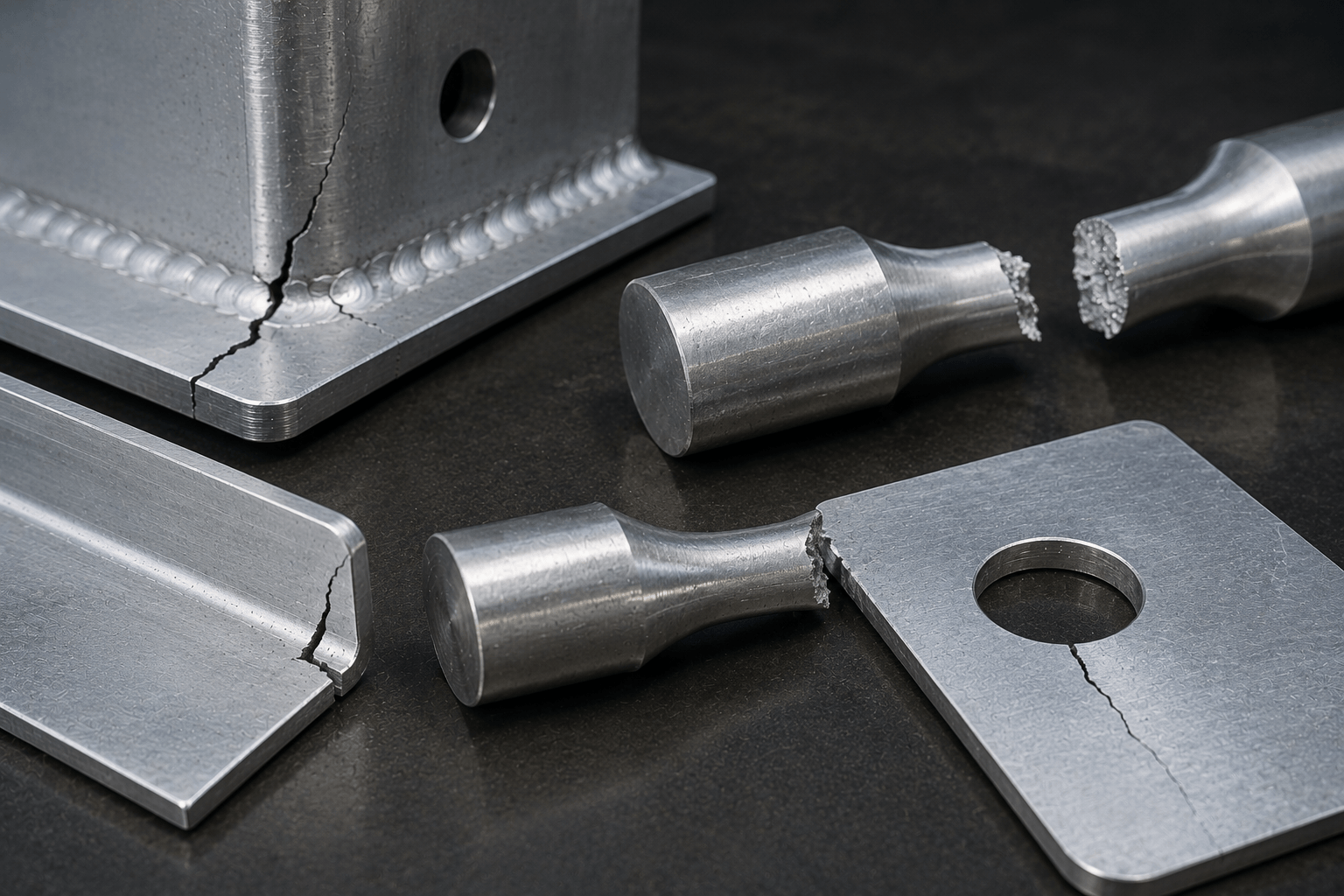
Excessive Heat Input During Welding
Aluminium reacts quickly to heat during welding. High thermal conductivity allows heat to spread, yet localised input still alters the material structure within the weld zone. This creates a softened region with reduced strength.
Hot cracking develops during solidification. As the weld pool cools, contraction introduces tensile stress. If this stress exceeds the material’s capacity, cracks form along the weld centreline or adjacent areas. This explains many cases of cracks in aluminium welding applications.
Heat input must remain controlled throughout the process. Excessive temperature, slow travel speed, or poor parameter selection increase defect risk. Stable welding conditions, correct filler choice, and controlled cooling improve joint integrity and reduce cracking across fabricated assemblies.
Residual Stress From Previous Fabrication Stages
Residual stress develops during earlier fabrication steps such as cutting, forming, and welding. Each process introduces localised deformation or thermal change, which leaves internal stress locked within the material.
These stresses remain within the component. During later operations, they combine with applied loads and increase overall strain at critical points. This interaction raises the likelihood of cracking, particularly in areas already affected by forming or edge condition.
Accumulated stress can lead to delayed failure, where cracks appear after processing rather than during it. This creates risk during assembly or service.
Managing process sequence, controlling forming parameters, and applying stress relief methods where required helps limit internal stress and improve long-term component stability.
For applications where cracking remains a concern, contact our team at Greengate Metal Components to review your designs and fabrication projects.