
28 Jan 2026
How Can Welded Fabrications Be Designed to Minimise Distortion and Rework?
Welding distortion is not random. It is the predictable result of thermal expansion followed by constrained contraction. When weld metal...
Punching is a controlled shearing process governed by force, clearance and tool condition. On a drawing, a hole or slot appears simple. In production, each feature introduces loading into the punch tip, compressive stress into the die and deformation into the surrounding material.
When teams ask why sheet metal punching features are expensive, the answer usually lies in mechanical interaction rather than machine time alone.
Small diameters increase punch deflection. Edge-adjacent features reduce structural support. Dense perforations multiply hit counts and accelerate die degradation. These effects compound across volume.
For manufacturing SMEs, balancing function with cost, understanding the physical drivers behind punching cost allows design decisions to protect manufacturability before production release.
Hole diameter relative to material thickness directly affects punch stability.
A common engineering rule is that a minimum hole diameter should not fall below the material thickness for reliable shearing.
When the diameter approaches or drops below the thickness, then punch slenderness ratio increases. Tool tip strength decreases. Compressive loading rises sharply.
Small holes require:
Tighter die clearances increase frictional contact during penetration. This raises heat at the shear interface and accelerates edge rounding.
As punch edges degrade, burr height increases, and hole diameter drifts. Maintaining tight tolerances across high-volume runs, therefore, increases metal punching production time through slower stroke rates and more frequent tool changes.
A marginal increase in hole diameter or tolerance band often reduces cost without affecting structural function.
Turret punching systems operate efficiently with standard tool libraries. Once geometry moves beyond circular, square or rectangular forms, cost begins to rise.
Non-standard profiles may require:
Custom tooling introduces upfront cost and lead time. It also introduces lifecycle cost through replacement and regrinding.
Sharp internal corners are particularly problematic. Punching produces a radius equal to the punch geometry. Specifying an internal corner below the achievable tool radius forces secondary operations or multi-hit nibbling, increasing cycle duration and wear exposure.
These CNC punching limitations rarely appear obvious in early design reviews but significantly influence quoting and throughput stability.
Hole placement in metal parts must account for material support during shearing.
When a feature is positioned too close to an edge, the surrounding material cannot fully resist punching force. This can result in:
A typical design guideline is maintaining a minimum distance of at least one material thickness from edge to hole centre, adjusted for hardness and sheet gauge.
Proximity to bend lines introduces further complexity. If holes are punched before forming, material elongation during bending can shift location. If punched after forming, additional fixturing increases cycle complexity.
Cracking along bend lines and ovalisation of holes often follow poorly positioned features. These outcomes increase inspection load and scrap risk.
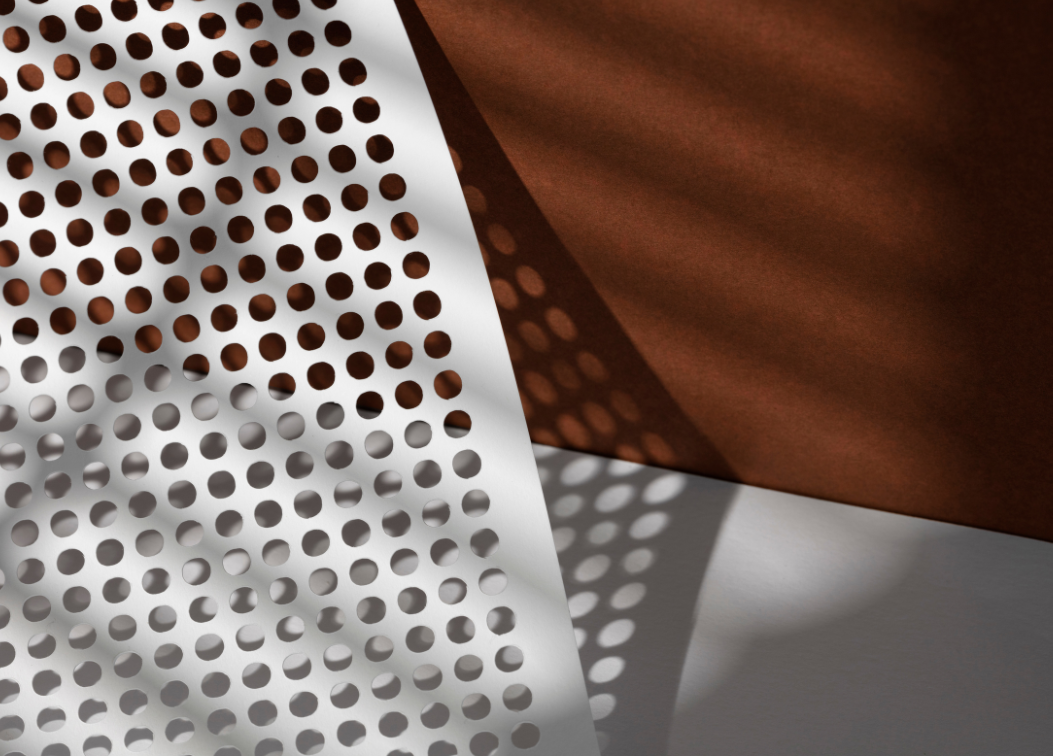
Punching cost scales directly with stroke count.
Each hit contributes incremental cycle time. Dense perforation patterns can multiply strokes into hundreds per part. Across batch production, this significantly extends run time.
High hit counts influence cost through three mechanisms:
Time – More strokes extend cycle duration
Tool wear – Repeated impact dulls punch edges
Scrap exposure – Tool degradation increases burr and distortion
Nibbling complex shapes rather than using dedicated tooling further increases hit density. Although flexible, nibbling reduces throughput efficiency.
Repeated high-impact loading accelerates punching die wear causes such as:
Reducing pattern density or increasing pitch often lowers cost without compromising airflow, weight reduction or aesthetics.
Material selection directly affects punch loading and wear rate.
Thicker sheets require higher tonnage. Increased force elevates stress within punch shanks and turret assemblies. Smaller tools experience amplified deflection under these loads.
Harder materials, such as certain stainless grades, demand greater shear force than mild steel equivalents. This increases:
Clearance must be adjusted to suit the hardness. Excess clearance increases rollover and burr height. Insufficient clearance raises compressive stress and accelerates tool fracture.
These variables explain why visually similar parts in different materials produce significantly different cost profiles.
Some features increase cost indirectly by triggering avoidable downstream work.
Small-diameter holes and tight spacing frequently require deburring before parts move into fabrication. Edge-adjacent features may require straightening. Dense perforation arrays can compromise flatness, affecting subsequent processes such as metal welding fabrication.
| Feature Type | Typical Secondary Operation |
| Small-diameter holes | Mechanical or manual deburring |
| Edge-adjacent features | Straightening and edge correction |
| Dense perforations | Flatness correction and inspection |
| Tight tolerance slots | Reaming or secondary machining |
To protect production flow and reduce labour handling, designs should avoid punching requirements that necessitate secondary operations.
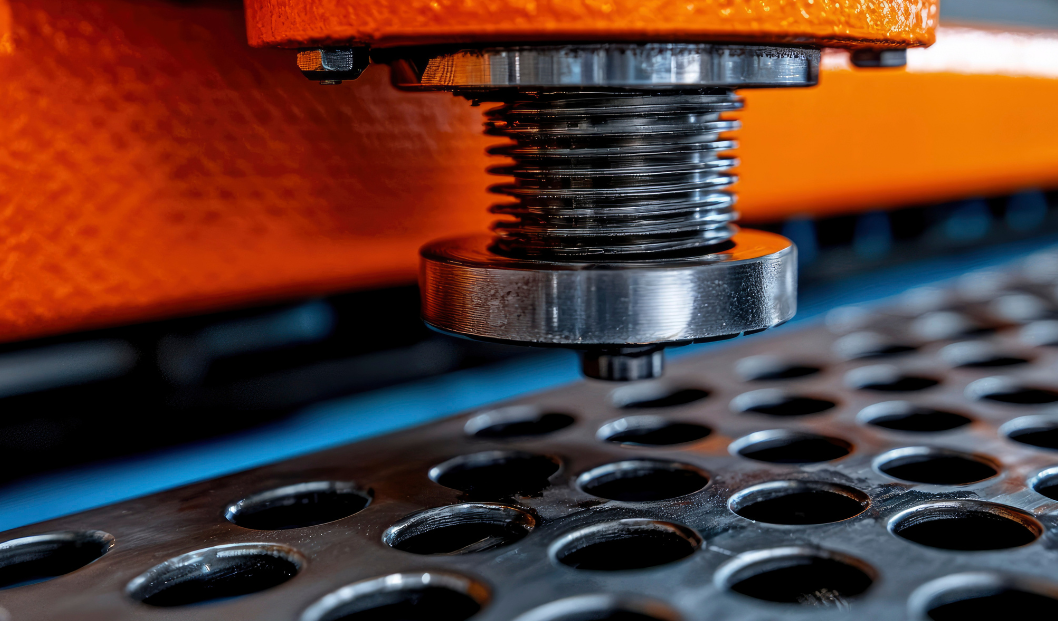
Tool wear is cumulative and influenced by geometry.
Features that accelerate wear include:
Repeated compressive loading causes micro-fractures along punch edges. Over time, these propagate into visible chipping. Burr height increases progressively before tool failure becomes obvious.
Design simplification supports cost stability. Increasing internal radii, spacing features evenly and avoiding extreme geometry protects tool life and improves quoting accuracy.
Punching cost is governed by force, clearance and wear behaviour. Features that disturb that mechanical balance introduce cycle time, tool degradation and secondary handling.
Greengate Metal Components reviews drawings at early design stage to identify costly sheet metal features and recommend manufacturable alternatives. Aligning geometry with process capability protects margin and stabilises throughput.
For design reviews, cost optimisation discussions or formal quotations, contact us with drawings, material grades and projected volumes for technical assessment.

Welding distortion is not random. It is the predictable result of thermal expansion followed by constrained contraction. When weld metal...
Mixed alloy production runs expose weaknesses in parameter control faster than single-material jobs. Aluminium, stainless steel and carbon steel respond...
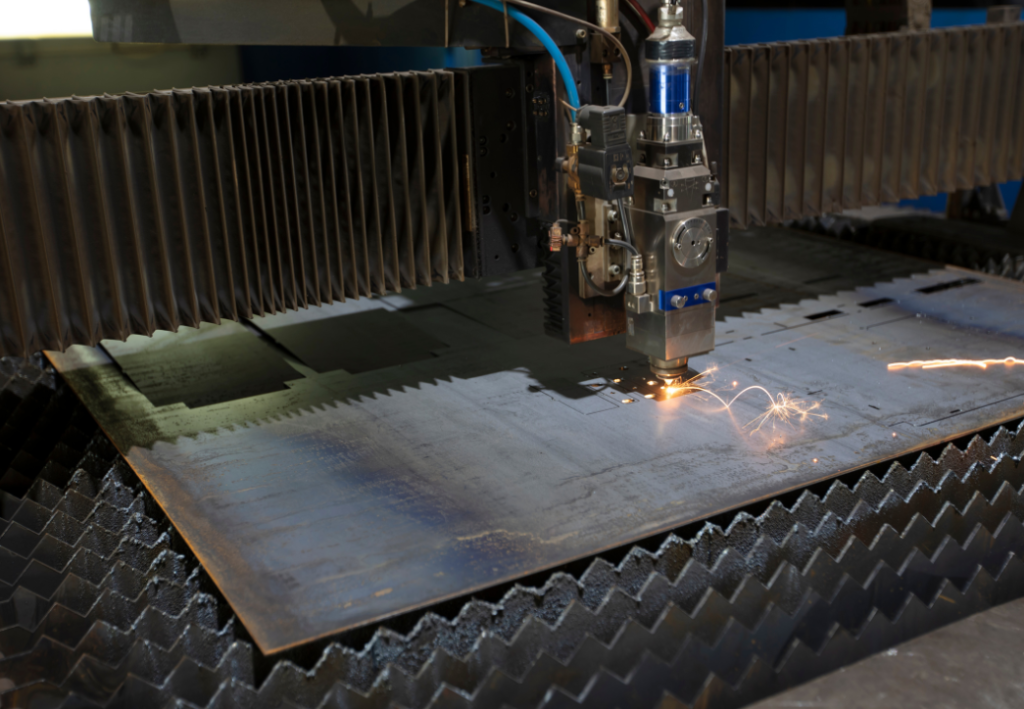
CNC cutting edge quality is a measurable output of thermal control, gas stability and machine calibration. It is not cosmetic....