15 Jan 2026
How to Optimise CNC Cutting Parameters for Mixed Alloy Production Runs
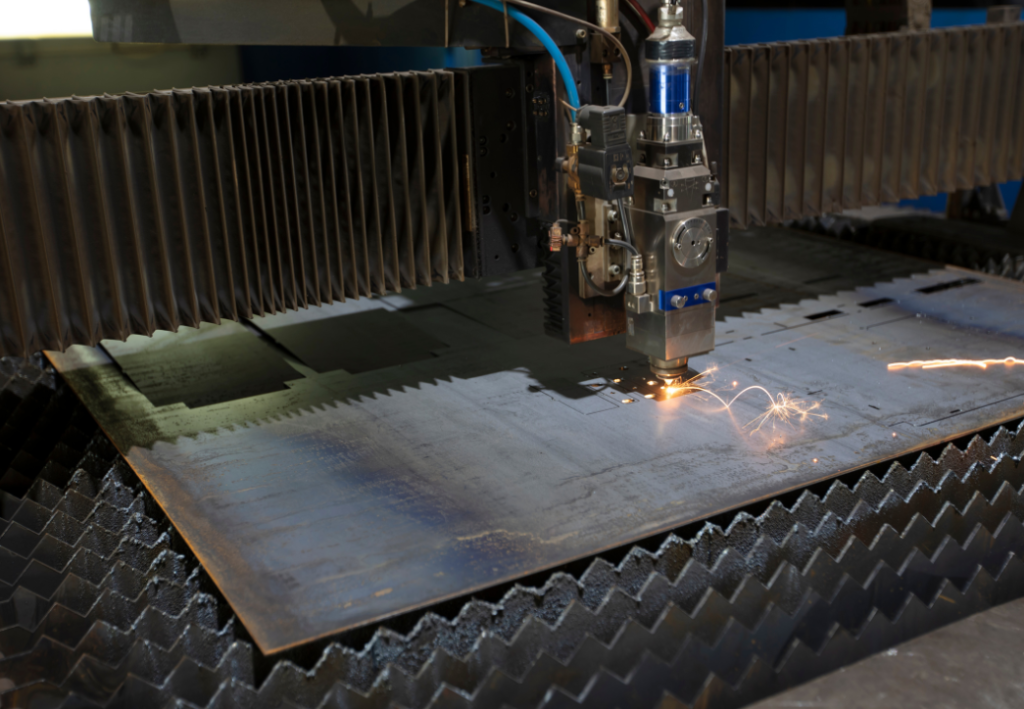
Mixed alloy production runs expose weaknesses in parameter control faster than single-material jobs. Aluminium, stainless steel and carbon steel respond...
CNC cutting edge quality is a measurable output of thermal control, gas stability and machine calibration. It is not cosmetic. It is structural, dimensional and economic.
In sheet metal production, the cut edge defines the true boundary of the part. Nominal profile data from CAD is theoretical. The realised geometry is governed by kerf behaviour, beam focus stability, assist gas dynamics and material response.
Edge taper angle, surface roughness Ra values, dross adhesion and heat-affected zone width all influence downstream performance. When these variables drift, assembly tolerance stack-up shifts, weld penetration changes, and fatigue resistance are reduced.
For any manufacturing SMEs producing enclosures, frames, brackets and structural panels, CNC cutting edge quality becomes a leading indicator of process capability and production discipline.
Dimensional accuracy is typically verified at profile level. However, assembly performance depends on the condition of the cut face itself.
Kerf geometry must remain stable across the sheet. Variation in beam focus height or assist gas pressure alters kerf width, which directly affects slot-and-tab interfaces. A 0.1 mm kerf shift across multiple features accumulates during tolerance stack-up and manifests as misalignment at the assembly stage.
Edge taper introduces angular deviation. A cut face that deviates from 90° prevents flush surface contact. In folded assemblies, this angularity transfers into distortion at fastening points.
Surface roughness further affects contact integrity. High Rz values increase micro-gap formation between mating faces. Under bolt preload, these irregularities compress unevenly and alter clamp load distribution.
Common fit-up issues linked to uncontrolled edge condition include:
When CNC metal cutting precision is managed through stable parameters, laser cut edge smoothness supports consistent seating behaviour and predictable fastening torque.
Structural components rely on uninterrupted load paths and controlled stress distribution. Edge defects disrupt both.
Micro-notches and re-solidified dross particles increase the local stress concentration factor Kt. Under static load, this may remain within allowable design limits. Under cyclic loading, these discontinuities act as fatigue crack initiation sites.
The heat affected zone introduces another variable. Excessive thermal input alters microstructure adjacent to the cut face. In carbon steels, this can produce hardened zones with reduced ductility. In stainless grades, uncontrolled heating may affect corrosion resistance at the boundary.
Crack initiation frequently occurs at surface irregularities. Once initiated, propagation follows grain boundaries under repeated stress cycles. The origin is often the cut edge.
The effects of poor edge quality, therefore, extend beyond visual inspection. They influence fatigue life, load-bearing reliability and long-term field performance.
Weld quality is highly sensitive to joint preparation. Edge inconsistency directly alters weld penetration, bead geometry and fusion integrity.
Residual burrs prevent correct root gap formation. Oxidised layers created during cutting contaminate the weld pool. Uneven edge profiles create variable heat input requirements during welding.
Assist gas selection plays a role. Nitrogen cutting limits oxidation and supports cleaner weld interfaces. Oxygen cutting increases thermal energy, which may increase dross adhesion and surface scale if not tightly controlled.
A stable heat-affected zone simplifies weld parameter selection. When HAZ width fluctuates, weld settings require adjustment to compensate for local hardness variation.
From a finishing perspective, surface roughness and dross remnants telegraph through powder coating. Excess grinding to remove irregularities introduces visible swirl marks and dimensional drift.
Burr-free cutting with controlled Ra values reduces post-cut intervention and protects cosmetic and structural requirements simultaneously.
Edge irregularities create operational friction within production environments.
Raised burrs increase laceration risk. Sharp projections damage gloves and reduce operator confidence. Snagging occurs during stacking, which can deform thin-gauge components.
In automated environments, inconsistent edges interfere with grippers and vacuum handling systems. Minor geometric variation can trigger misplacement or part drop events.
Common safety and handling risks include:
Controlled CNC cutting edge quality reduces these risks and stabilises handling behaviour across the workflow.

Repeatability depends on statistical process control. Edge condition contributes directly to process capability.
If burr height, kerf width and edge squareness remain within narrow tolerance bands, Cp and Cpk values improve across production runs. Inspection transitions from reactive correction to verification of stability.
Uniform edge geometry supports fixture repeatability. Robotic cells and CNC press brake operations rely on predictable part boundaries. Variation at the cut edge propagates into bending accuracy and automated positioning systems.
CNC edge inspection, therefore, serves as a process health check. Consistent results indicate stable gas pressure, calibrated optics and controlled feed rates.
For SMEs managing variable batch sizes, edge consistency reduces setup adjustments and protects scheduling reliability.
Uncontrolled edge condition shifts cost into finishing and rework stages.
Manual deburring increases labour time per component. Abrasive consumption rises. Grinding introduces dimensional variance and operator-dependent variability.
These secondary processing costs that CNC environments incur are rarely attributed to the cutting stage, yet they erode margin.
| Area | Secondary Deburring | First-Time-Right Cutting |
| Labour | Manual finishing added per part | Minimal post-cut handling |
| Tooling | Abrasives, grinding discs | Laser cycle only |
| Lead Time | Additional workflow stage | Direct progression |
| Quality Risk | Operator-dependent outcome | Parameter-controlled output |
When cut parameters are optimised at source, secondary intervention reduces sharply, and cost becomes predictable.
Edge condition reveals parameter stability before dimensional failure occurs.
Nozzle concentricity affects assist gas flow symmetry. Minor misalignment alters kerf wall quality. Fluctuating gas pressure increases dross formation at the lower edge. Focal point deviation changes the taper angle.
Tool wear, lens contamination and material surface inconsistency all manifest first at the cut face.
Dimensions may remain within tolerance temporarily. The edge often signals deviation earlier.
Regular CNC edge inspection, combined with monitoring of gas pressure, focal height and feed rate, supports disciplined process control. Uniform burr-free cutting is evidence of calibrated equipment and controlled operational oversight.
At Greengate Metal Components, CNC cutting edge quality is treated as a controlled variable.
Advanced CNC metal laser cutting systems operate with calibrated focal positioning, stabilised assist gas delivery and thickness-specific parameter libraries. Nitrogen and oxygen settings are selected according to material grade and weld requirements.
Operators monitor kerf behaviour, dross formation and edge squareness during production runs. CNC edge inspection verifies burr height and surface condition before release to fabrication.
This disciplined approach maintains consistent laser-cut edge smoothness across varying gauges and alloys. Burr-free cutting reduces secondary processing and protects dimensional integrity through subsequent forming and welding stages.
For technical discussions around edge specification, tolerance bands or material grades, manufacturers can contact us directly for information and further quotations.

Mixed alloy production runs expose weaknesses in parameter control faster than single-material jobs. Aluminium, stainless steel and carbon steel respond...

The cost of CNC metal cutting is rarely a fixed number, so it often catches people out when quotes come...

The discussion around 3D printing vs CNC keeps coming up, so it reflects how manufacturing teams now weigh accuracy against...